



電極メッシュ板の製造技術
スクリーン印刷のスクリーン版は、スクリーン枠、スクリーン、マスクパターンで構成されます。スクリーン枠上にスクリーンを張り、マスクグラフィックスを塗布し、写真エッチング法を用いてスクリーン上にグラフィックスを作成します。
スクリーンフレーム
スクリーン枠はスクリーンを固定するために使用され、スクリーン印刷時にスクリーンと印刷基材との相対位置が固定されます。
1. スクリーン枠の種類の選択
ストレッチネットワークによると、フレームには固定とストレッチの2つのカテゴリがあります。バッテリー業界では主に固定メッシュフレームが使用されています。ネットワークをストレッチするときは、ネットワークマシンでスクリーンを一定の張力まで引き伸ばし、バインダーが乾燥してしっかりとバックアップされるまでスクリーンをフレームに接着します。
2. スクリーン枠のサイズと数
スクリーンフレームは主に硬質アルミニウムとアルミニウム合金でできており、ストレッチネットワークによって生成される張力に耐えるために、ボンディングスクリーンの表面は約0.04mm×150mm×150mmの高い平坦度が必要です。スクリーンフレームのサイズは一般に基板のサイズの2倍であるため、一般的なバッテリーサイズは150mm、つまり基板面積は150mm×150mm、スクリーンフレームの口面積は約150mmです。 300mm×300mm。
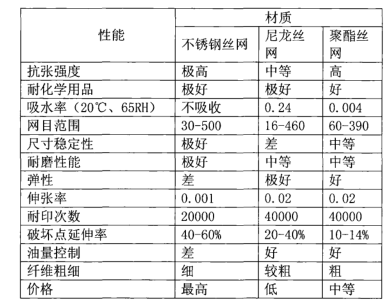
スクリーンメッシュ
スクリーン印刷用メッシュには多くの種類があり、織り構造により平織りと斜め織りに分けられます。平織りは最も薄いですが、変形しやすく、寿命が短いです。斜め織りスクリーン印刷では電極パターンに一定の制限があります。
ワイヤーメッシュ印刷電極パターンの最も細い線幅は、ワイヤーメッシュの直径と織られたメッシュによって制限されます。理論上の最小幅は、メッシュ幅に2つのスクリーン直径を加えたものに等しくなります。
ストレッチメッシュ
テンションネットワークとは、スクリーンを一定の張力で締め、スクリーン枠に接着固定することです。ストレッチャーは、印刷品質に非常に重要な影響を与えるスクリーン製版のキーテクノロジーです。ネットワークを伸ばすときは、スクリーンの引きの制御、測定の張力の制御に注意してください。細かいメッシュを作るプロセスでは、スクリーンを繰り返し延伸する必要があります。新しいスクリーンを作成するときは、張力が所望の値に達し、この範囲内で安定するように、スクリーンを繰り返し延伸する必要があります。スクリーン接着剤をフレームに固定し、乾燥させて安定性を得るには、このプロセスに適したスクリーンの安定性を使用するのに役立ちます。
スクリーンネットワークの完成後、スクリーン生産は最後のリンク、つまりグラフィックの印刷に入ります。実際のニーズに応じて、印刷したいスクリーングラフィックを設定し、グラフィックに従って引き伸ばされたスクリーン上にマスクグラフィックを印刷します。主なプロセスは、スクリーン洗浄処理、感光性接着剤の塗布、露光、現像と洗浄、品質検査です。
1) 洗浄処理
感光性接着剤を塗布する前に、感光性接着剤を均一に塗布するために、スクリーンを油、ほこり、その他の汚れから取り除く必要があります。微細加工には適切な洗浄剤を使用し、完成したスクリーンは親水性でなければなりません。
2) 感光性接着剤を塗布
直接乳剤製版と直接・間接製版(フィルムフィルム)があります。直接法で製版されたマスクは透明性が良く、耐刷性が高くなります。フィルム製マスクはエッジが鮮明で、必要に応じて厚みを設定でき、価格は高価です。プロセスの信頼性を確保するため、フィルムを貼り付ける前に帯電防止布でフィルムを拭きます。露光を確実にするために乳剤とフィルムの両方を十分に乾燥させる必要があります。
3) 露出
露光の品質を確保するには、非常に正確なプロセス制御が必要であり、安定した光源を使用し、適切な時間露光処理を行う必要があります。良好な露光操作のためには、プロセス パラメータが非常に成熟している必要があります。
4) 現像とフラッシング
水温、水圧などを制御することで、印刷された画面グラフィックをフラッシュします。
5) 品質検査
スクリーン張力や接着強度などの品質検査と、印刷されたスクリーンのグラフィック完全性検査を行い、印刷抜けや穴詰まりなどの品質上の問題がないかを確認します。








